深入了解【贵阳】(本地)卧式承压水箱推荐厂家0.6-1.0Mpa产品,一部视频就够了,快来观看!
以下是:贵阳【贵阳】(本地)卧式承压水箱推荐厂家0.6-1.0Mpa的图文介绍
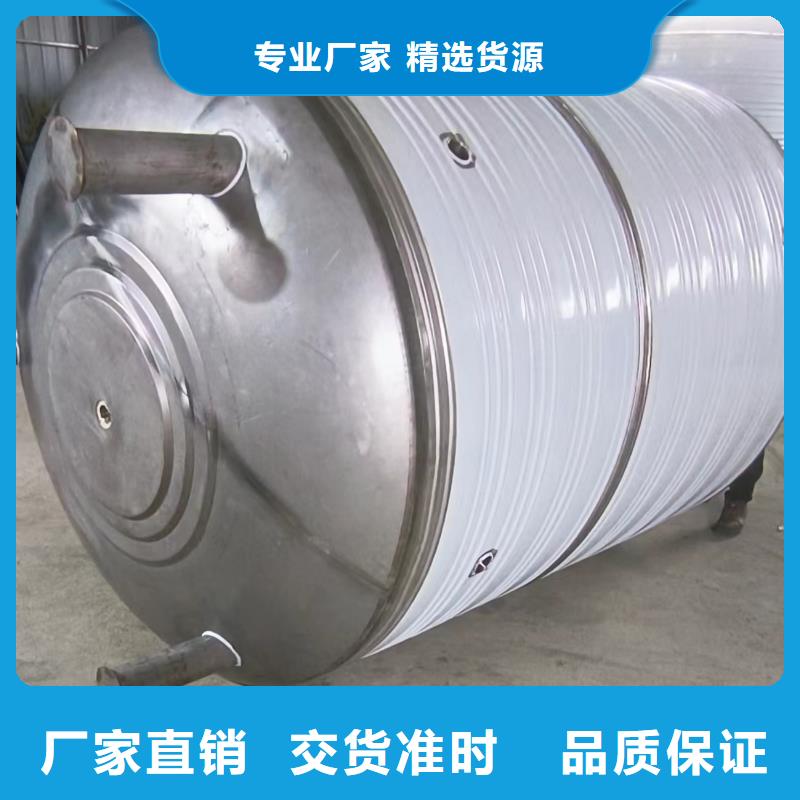
辉煌供水设备有限公司是专业从事【不锈钢水箱、】生产的专业厂家,座落在享有【不锈钢水箱、】之都-贵阳工业园区内,交通便利,经济繁荣。本公司自创建以来本着开拓、奋斗、进取的精神,对技术工艺精益求精,现已发展成为具有一定规模的【不锈钢水箱、】专业制造企业,【不锈钢水箱、】产品畅销全国各地,赢得广大用户的赞誉.
卧式承压水箱推荐厂家0.6-1.0Mpa")
卧式承压水箱推荐厂家0.6-1.0Mpa")
承压保温水箱施焊前,应清除坡口及其母材两侧表面20mm范围内的氧化物、贵阳附近油污、贵阳附近熔渣及其他有害杂质。3.3.6、贵阳附近焊缝表面不得有裂纹、贵阳附近气孔、贵阳附近弧坑和飞溅物,对不锈钢类焊缝施焊时应在两侧涂 以防飞溅。3.3.7、贵阳附近焊缝同一部位的返修次数不宜超过两次。如超过两次须由质量保证工程师批准。要求焊后热处理的容器,一般应在热处理前进行返修,若在热处理后返修,补焊后应作必要的热处理。3.3.8、贵阳附近应在规定的部位打上焊工钢印。对有防腐要求的不锈钢压力容器,不得在防腐面采用硬印作为识别标记。3.3.9、贵阳附近受压元件之间或受压元件与非受压元件组装时的定位焊,若保留成为焊缝金属的一部份,则应按受压元件的焊缝要求施焊。
卧式承压水箱推荐厂家0.6-1.0Mpa")
卧式承压水箱推荐厂家0.6-1.0Mpa")
卧式承压水箱推荐厂家0.6-1.0Mpa")
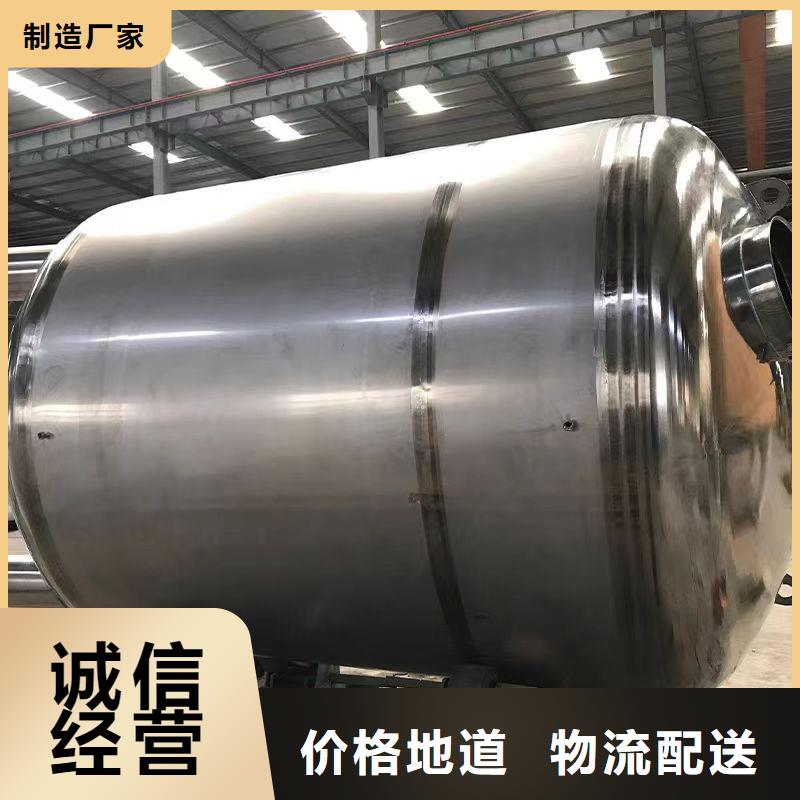
承压保温水箱的划线开孔及接管装焊:
3.2.1、贵阳当地应按设备管口方位图及标高尺寸,合理布置开孔位置,开孔应尽量避开焊缝。
3.2.2、贵阳当地一般容器的划线宜在壳体及两端封头(或法兰)组焊成型后进行,换热器一般在壳程筒体成型后进行。
3.2.3、贵阳当地开孔位置划线毕后,须由检验人员严格检验,确认无误后方可开孔。
3.2.4、贵阳当地当开孔无法避免焊缝时,则以开孔中心为圆心,1.5倍开孔直径为半径的圆中所包容的焊缝,以及被补强圈、贵阳当地支座垫板等覆盖的焊缝,须作100%射线检查,合格级别与壳体接头探伤要求一致。
卧式承压水箱推荐厂家0.6-1.0Mpa")
卧式承压水箱推荐厂家0.6-1.0Mpa")
卧式承压水箱推荐厂家0.6-1.0Mpa")
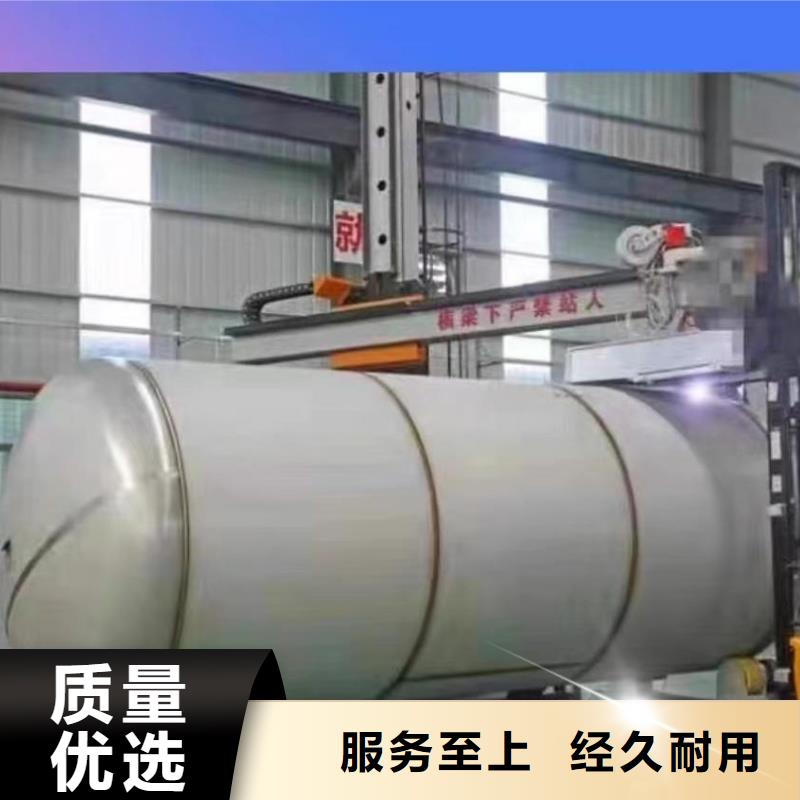
2、贵阳同城承压保温水箱筒节、贵阳同城封头的下料及成型
2.1、贵阳同城下料前的准备工作:
2.1.1、贵阳同城认真熟悉图纸及工艺卡,核对工艺卡上的尺寸、贵阳同城材料等是否与零部件及总图尺寸相符,如发现问题及时与工艺编制人员联系,以便及时纠正。
2.1.2、贵阳同城核对现场板料的材质标识、贵阳同城规格等是否与工艺卡相符,不符合不得下料。
圆筒中含有封头、贵阳同城膨胀节等部件,应事先测量封头、贵阳同城膨胀节等的周长尺寸,作为筒节落料依据。
卧式承压水箱推荐厂家0.6-1.0Mpa")





 扫一扫
扫一扫